⚫ 联系我们

电话:18678103913
联系人:徐经理
手机:18678103913
网址:http://www.zbgufengji.com
阿里巴巴:zbgufengji.1688.com
邮箱:zbgufengji@sina.com
地址:淄博市桓台县经济开发区

高温风机磨损怎么办
时间:2018-08-03 13:28 点击:
根据现场磨损情况,把原有磨损区清理打磨露出母材修复后保证结构强度,控制焊接应力和变形,保证高温风机正常运行生产。高温风机修复项目有转子磨损中盘加强修复,转子叶片和中盘交接耐磨鼻子、叶片工作面原耐磨焊道清理、上壳体磨损加强修复及耐磨处理。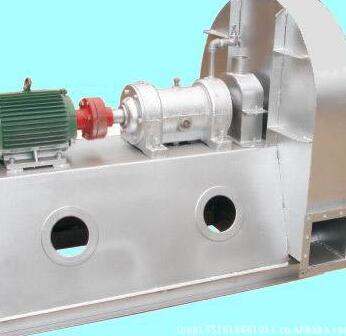
(1)转子叶片各磨损区域清理、打磨,气刨清除耐磨疲劳层,采取“8+6”堆焊耐磨钢板补强修复叶片磨损严重部位,叶片其它工作面采取耐磨焊丝焊道堆焊。
(2)中盘磨损采取“8+6”堆焊耐磨钢板补强修复,根据转子主盘两面和叶片前端进风口额头鼻子磨损区域制作备件样板,采用等离子切割机具制作对应加强耐磨板备件、并按备件尺寸分别制作焊接填塞孔φ30mm,打磨修整焊接牢靠。风机磨损叶片和中盘修复后效果。
(3)上壳体磨损部位为了保证安全,全部气割挖掉,防止掉落损坏叶轮,按照上壳体磨损部位分别制作4块弧形钢板件和外置加强筋板,组对焊接固定。
(4)主盘两面和叶片磨损区域、转子额头磨损部位采取气体保护焊丝打底层、过渡层、堆焊耐磨层。
(5)现场转子做动平衡达到G2.0通过对预热器系统、余热发电PH锅炉和管道等综合分析内漏风和外漏风及提高预热器分离效率等实施解决措施后,并对风机叶轮中盘和叶片实施现场加强修复方案,现场做动平衡,风机空载逐步加转速达到使用最高转速850r/min时,两轴承位置最终振动值分别为0.9mm/s和0.7mm/s,实际风机带负荷正常工作运行两轴承位置振动值分别为0.9mm/s和1.15mm/s,轴承温度稳定55℃以下运行效果良好。
(1)转子叶片各磨损区域清理、打磨,气刨清除耐磨疲劳层,采取“8+6”堆焊耐磨钢板补强修复叶片磨损严重部位,叶片其它工作面采取耐磨焊丝焊道堆焊。
(2)中盘磨损采取“8+6”堆焊耐磨钢板补强修复,根据转子主盘两面和叶片前端进风口额头鼻子磨损区域制作备件样板,采用等离子切割机具制作对应加强耐磨板备件、并按备件尺寸分别制作焊接填塞孔φ30mm,打磨修整焊接牢靠。风机磨损叶片和中盘修复后效果。
(3)上壳体磨损部位为了保证安全,全部气割挖掉,防止掉落损坏叶轮,按照上壳体磨损部位分别制作4块弧形钢板件和外置加强筋板,组对焊接固定。
(4)主盘两面和叶片磨损区域、转子额头磨损部位采取气体保护焊丝打底层、过渡层、堆焊耐磨层。
(5)现场转子做动平衡达到G2.0通过对预热器系统、余热发电PH锅炉和管道等综合分析内漏风和外漏风及提高预热器分离效率等实施解决措施后,并对风机叶轮中盘和叶片实施现场加强修复方案,现场做动平衡,风机空载逐步加转速达到使用最高转速850r/min时,两轴承位置最终振动值分别为0.9mm/s和0.7mm/s,实际风机带负荷正常工作运行两轴承位置振动值分别为0.9mm/s和1.15mm/s,轴承温度稳定55℃以下运行效果良好。
上一篇:高压风机启动故障处理
下一篇:PLC在高压风机控制中的应用




